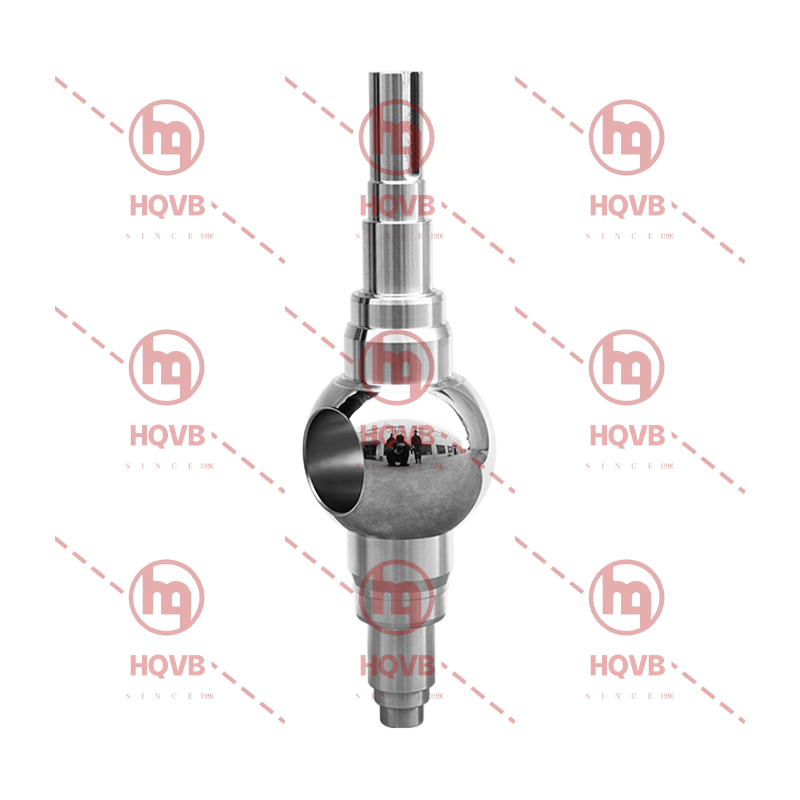
The Hard Seal Valve Seat is a critical component widely used in industrial applications for sealing purposes. This highly engineered valve seat ensures optimal performance by providing an airtight and leak-proof seal.
Durable and Reliable Materials
One of the main advantages of the Hard Seal Valve Seat is its use of high-quality materials. Manufactured from a wide range of alloys, such as A105, LF2, F304, F316, F51, F53, Monel 400, Monel K-500, INCOLOY 825, INCONEL 718, INCONEL 625, INCONEL 600, and HASTELLOY C-276, these materials ensure superior performance even under extreme conditions. The various alloys provide different benefits, such as high resistance to corrosion, high-temperature endurance, and mechanical strength. This wide selection of materials allows customers to choose the most suitable option for their specific application needs.
Advanced Coating Options
To enhance the performance and longevity of the Hard Seal Valve Seat, a variety of coating options are available. These coatings include Ni55A, Ni60-WC15%, STL20#, STL12#, STL6#, Cr3C2/NiCr-75/25, Cr3C2/NiCr-80/20, WC/Co/Cr-86/10/4, WC/Co-88/12, WC/Co-83/17, WC/Cr/Ni-73/20/7, and WC/Ni-90/10. These coatings are designed to offer superior wear resistance, prevent corrosion, and provide better sealing capabilities. The coatings also reduce the friction between the valve seat and other moving parts, which helps to extend the life of the equipment and reduce maintenance costs.
Multiple Spraying and Welding Techniques
The Hard Seal Valve Seat is manufactured using advanced spraying and welding techniques to ensure its high quality and reliability. The most common techniques include oxy-acetylene flame spraying, HVOF (High Velocity Oxygen Fuel), HVAF (High Velocity Air Fuel), and surfacing welding. These techniques ensure the coatings are applied uniformly, offering better adhesion and a smoother surface.
Wide Range of Pressure and Temperature Ratings
The Hard Seal Valve Seat is engineered to withstand extreme operating conditions. It is designed to handle pressures ranging from 150lb to 2500lb, making it suitable for a broad spectrum of industrial applications. The temperature range is also impressive, with the valve seat capable of operating in environments as low as -196°C and as high as 750°C. This wide range of pressure and temperature ratings ensures that the valve seat performs efficiently in both cryogenic and high-temperature conditions, making it ideal for applications in industries such as cryogenics, oil and gas, and power generation.
Precision and Customization
The dimensions of the Hard Seal Valve Seat are customizable, with sizes available from 1" to 56". This wide range of sizes allows the valve seats to be used in various types of equipment, from smaller pipelines to large industrial systems. The precise manufacturing process ensures that each valve seat meets stringent tolerances, ensuring a perfect fit and reliable sealing performance. Customization options also allow for the production of valve seats tailored to specific requirements, providing further flexibility to meet the diverse needs of different industries.
Enhanced Performance and Efficiency
The Hard Seal Valve Seat’s design is focused on enhancing both performance and efficiency. With its ability to handle extreme temperatures, pressures, and corrosive environments, it provides a reliable solution for maintaining system integrity. The high-quality materials and coatings, along with advanced manufacturing techniques, ensure that the valve seat performs optimally in demanding environments. This results in reduced downtime, lower maintenance costs, and improved system reliability, ultimately contributing to higher overall efficiency.
The Hard Seal Valve Seat is an essential component for any industrial application requiring reliable and durable sealing performance. With its wide range of material options, advanced coatings, precision manufacturing, and robust performance under extreme conditions, this valve seat offers unmatched reliability and efficiency.
 English
English
 中文简体
中文简体
 русский
русский
 Español
Español
 عربى
عربى
 italiano
italiano